



产品优势图


经过热加工,钢锭中的小气泡、疏松等缺陷被焊合起来,使钢的组织致密。同时,热加工可破坏铸态组织、细化晶粒。使锻轧的钢材比铸态具有更好的力学性能。经冷加工的钢,随着冷塑性变形程度增大,强度和硬度增加,塑性和韧性降低。为提高成材率,广泛应用连续铸钢工艺。不锈钢管和不锈钢复合管的区别.
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果,其次301。
不锈钢复合管护栏、不锈钢护栏技术特点 经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能.双金属复合管有哪些优势?
双金属复合管有哪些优势?双金属复合钢管是通过镀锌钢管或焊管、无缝钢管做为基管,壁厚更薄不锈钢复合管强大的嵌合在一起新的复合供水管道,也是一种较为理想的供水管道产品升级换代。它保留了固有的优势两种不同的材料,互补和他们的固有缺点,继续使用传统的安装方法和技术的成熟的镀锌钢管,所以方便、可靠、和使用。
根据不同的基管和衬里材料,以及制造工艺的,有许多制造商的双金属复合钢管广泛应用于油田、化工、电力等行业,其应用范围越来越广泛,经济、环境和社会效益更加明显。双金属复合管的特点分别是什么?双金属复合管的特点分别是什么?良好的耐蚀性,可以有效防止二次污染,符合要求的直接饮用水质量标准的状态;高强度.
良好的抗压和抗共振,大大降低了水的外部冲击和可能发生的泄漏,避免由于泄漏的水产生大量的浪费;稳定性好、热膨胀系数在- 20 ~ 350℃几乎一致(小的热膨胀系数,高耐热性);壁光滑、均匀、不规模、大小有、运输能耗低;连接与传统工艺、、灵活、可靠;降低热损失、不锈钢复合管绝缘是铜管24倍,大大节省热能损失在热水.
优性价比:总成本只有三分之二的薄壁不锈钢复合管的价格,紫钢管的五分之一的价格.什么是不锈钢碳素钢复合管?不锈钢碳素钢复合管由两种金属材料复合而成,不锈钢和碳钢金属材料采用无损压力同步复合材料,无论是不锈钢腐蚀耐磨性和美丽的外表,以及碳钢良好的抗弯强度和抗冲击性。符合节能和普遍原则。
中国的不锈钢碳素钢复合管标准于2002年正式颁布,不锈钢碳素钢复合管的执行标准是GB/T18704-2002。不锈钢碳素钢复合管从材料选择,质量检验等,都有一套严格的管理,因为外观优美,价格低廉等优点,目前广泛用于桥梁栏杆、装饰、汽车配件、输送辊、纺织机械配件、等领域.



打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。

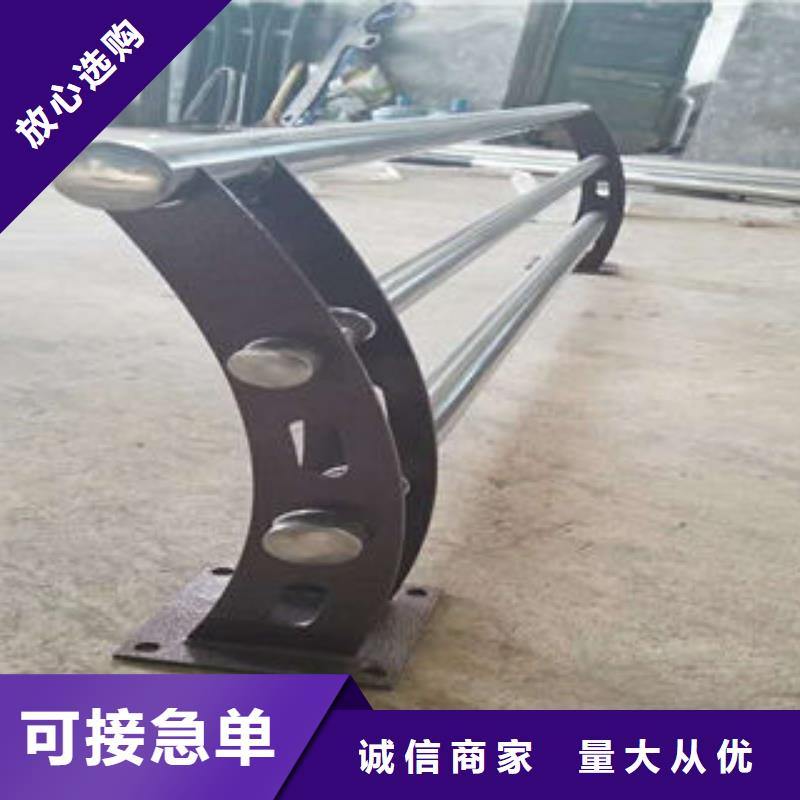
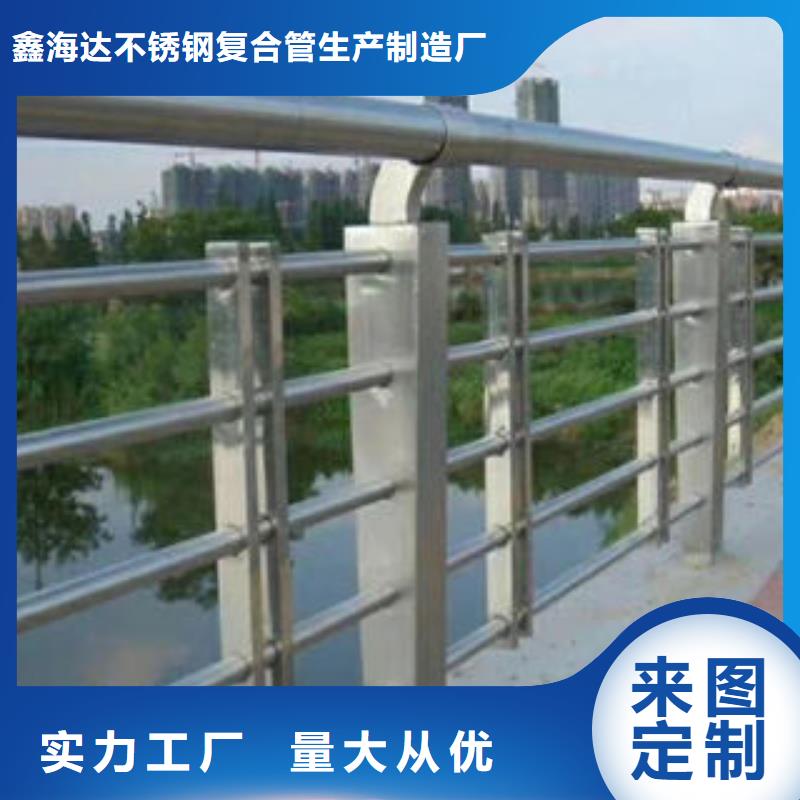
产品案例

公司实力

热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。

鑫海达不锈钢复合管生产制造厂家有限公司于2016年成立,坐落于美丽的山东泰安,是一家致力于集销售 山东泰安不锈钢复合管楼梯扶手公司,并可根据客户的要求,定做客户所需的 山东泰安不锈钢复合管楼梯扶手产品,以满足 山东泰安不锈钢复合管楼梯扶手市场需求. 公司以“质量为主,用户满意”的企业宗旨,坚持走”科技兴厂,质量取胜”的道路。以产品的质量,客户的信赖求发展。“科学进取,诚信待人,团结务实,雷厉风行“的企业文化。客户用的开心,用的满意使我们长期以来的方向。

